项目描述
1.实验方法与步骤要求
(1)实验方法描述
针对高速动车组检修计划编制、检修主要设备选型、工艺流程规划、检修过程实施四方面内容,按照原理学习、过程训练、实操考核三个实验环节,进行由浅入深、逐层递进的实验教学过程。
①原理学习环节:根据高速动车组类型和不同维修规程要求,采用虚拟仿真软件,学习200公里速度级CRH1、CRH2、CRH3和CRH5型动车组,300公里速度级CRH380A、CRH380B、CRH380C和CRH380D型动车组,350公里速度级的CF400A和CF400B型动车组的车体结构、转向架系统、钩缓系统、受流装置、制动系统原理,转向架各部件之间的连接方式,关键参数对列车运行性能的影响,检修设备功能及工作原理,动车组各级修程检修内容及标准。
②过程训练环节:通过虚拟仿真系统针对不同车型、修程进行检修计划编制训练、检修主要设备选型训练,一级检修工艺流程制定训练,二级检修工艺流程制定训练,三级检修工艺流程制定训练,高速动车组关键系统的检修、关键参数测试模拟操作。
③实操考核环节:通过虚拟仿真系统按照教师设定的动车组车型、运用里程或时间等条件,开展检修计划编制、检修主要设备选型,一级、二级和三级检修工艺流程制定,高速动车组转向架的检修、关键参数测试。
(2)实验实施步骤
本实验项目按照动车组检修规程,制定检修计划、编制一级到三级检修工艺流程,对高速动车组关键系统进行拆解、检修、测试并记录关键参数,共分为14个步骤,每个步骤均对应相应的知识点和能力目标,如表3所示。
表3 实验步骤及对应的知识点和能力
|
步骤 |
名称 |
相应的知识点和能力目标 |
|
1 |
制定检修计划 |
掌握动车组检修规程和检修计划编制方法 |
|
2 |
制定一级检修作业图表 |
掌握一级检修工时卡控和作业图表编制方法 |
|
3 |
制定二级检修工艺流程 |
掌握二级检修作业范围和重点部件工艺流程 |
|
4 |
绘制转向架三级检修工艺、工序 |
掌握转向架三级检修作业范围,工艺流程和工序 |
|
5 |
转向架检修准备 |
掌握转向架检修防护内容和技术,外观检查标准 |
|
6 |
拆解牵引电机 |
掌握牵引电机的结构特征、分解流程 |
|
7 |
分解一系悬挂装置 |
掌握转向架一系悬挂系统结构组成、工作原理 |
|
8 |
分解二系悬挂装置 |
掌握转向架二系悬挂系统结构组成、工作原理,缺陷形式及阈值 |
|
9 |
拆解齿轮箱及轴温传感器组件 |
掌握转向架机械传动系统构成、温度监控设备原理 |
|
10 |
拆解构架附属件 |
掌握转向架辅助连接件种类、作用、固定方式 |
|
11 |
分解构架组件 |
掌握转向架构架和轮对组成、定位方式 |
|
12 |
分解转向架轴箱 |
掌握转向架轮对轴箱组成、关键尺寸及阈值 |
|
13 |
转向架的组装 |
掌握转向架组装工艺和配合公差 |
|
14 |
台架实验 |
掌握转向架落成后的实验方法和评判标准 |
步骤1:制定检修计划
根据动车组的运用计划(图4),计算其走行公里或运用时间,依据上述计算结果、动车组的修程修制,确定动车组进行一级维修、二级维修、三级维修的具体时间,制定检修计划表,如图5所示。
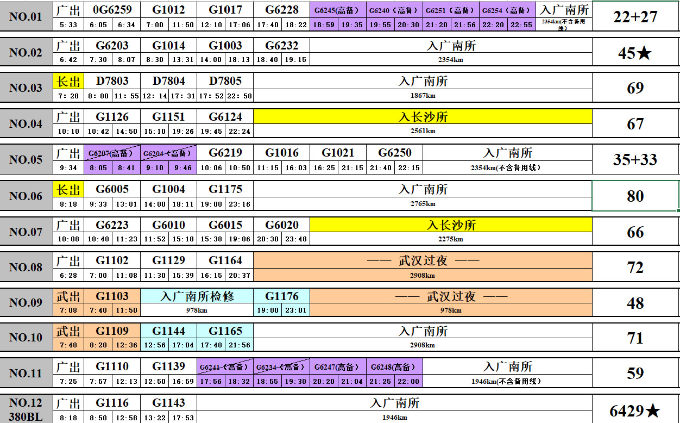
图4 动车组运用计划示例
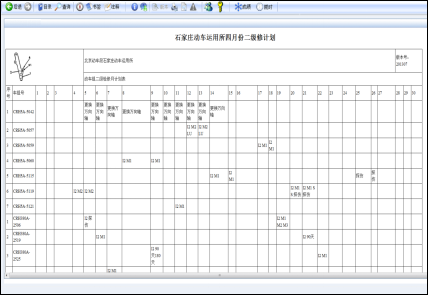
图5 检修月计划
步骤2:制定一级检修作业图表
进入“检修作业指导书”页面,根据一级检修作业流程(图6)、检修作业分工(图7)及作业路线(图8),制定本单位一级维修动车组作业图表(日计划)(图9)。
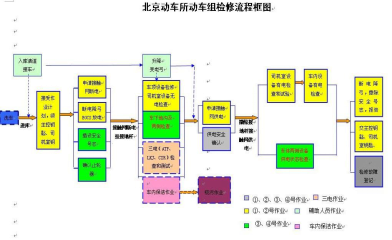
图6 一级检修作业流程
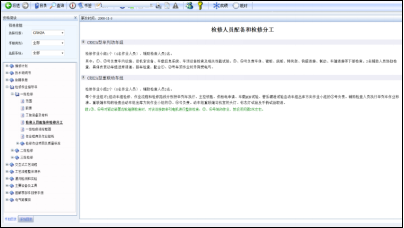
图7 一级检修人员及分工
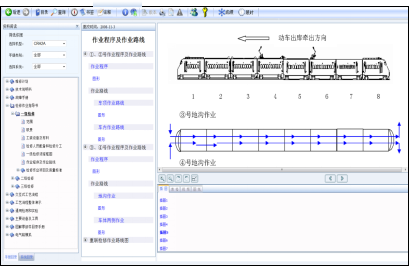
图8 一级检修作业程序及路线
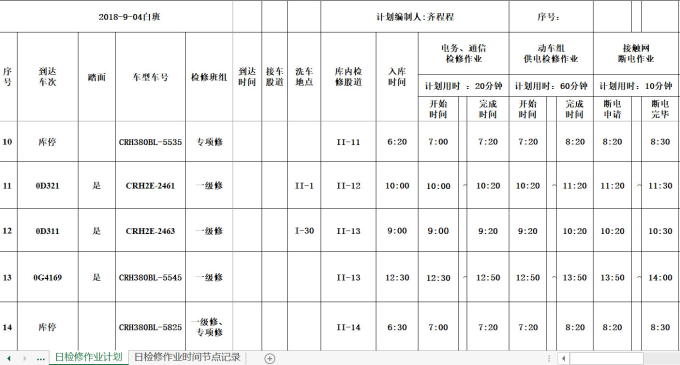
图9 一级维修作业图表
步骤3:制定二级检修工艺流程
动车组二级检修主要对14个关键部件进行功能测试、内部探伤及修理,重点检查车轴、轮对踏面。
学生根据教师设定的不少于2个重点部件,绘制其检修流程。图10为“轮对尺寸测量”的检修步骤。
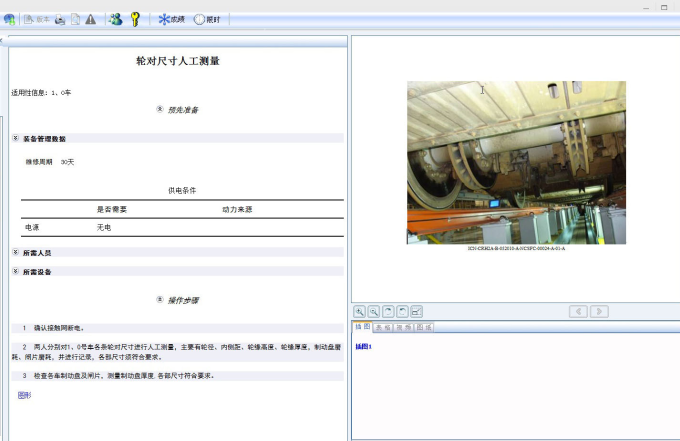
图10 二级检修流程示例
步骤4:绘制转向架三级检修工艺、工序
结合不同车型转向架的结构、检修工艺知识,绘制三级修转向架检修工艺流程图,正确的动车转向架检修工艺如图11所示。
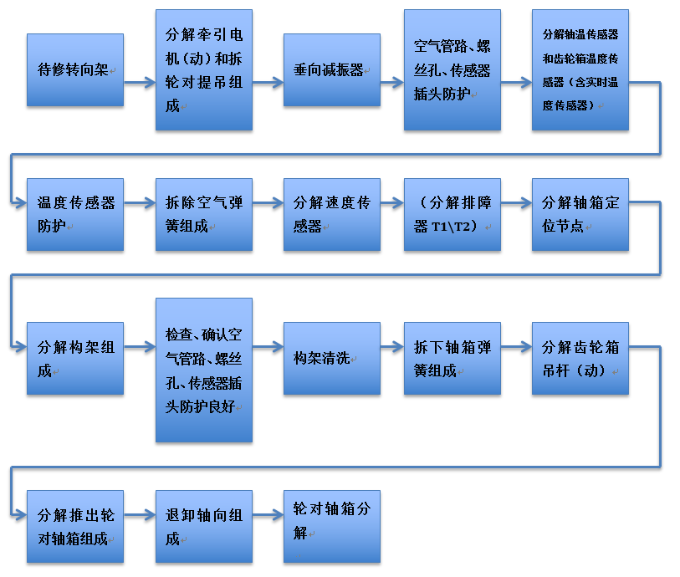
图11 CRH2型动车组动车转向架三级修检修流程
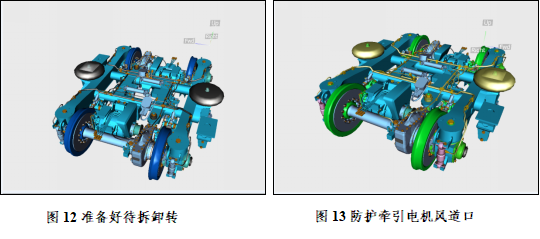
步骤5:转向架检修准备
选择待修转向架,如图12所示;记录其车号、转向架号,检查制动盘摩擦面是否有裂纹、刻痕,如有测量其深度。做好电机风道口防护工序,如图13所示。
步骤6:拆解牵引电机
利用正确型号扳手松开螺栓螺母,将电机侧联轴节与齿轮箱侧联轴节分开,手动转动电机侧联轴节确认可以自由转动,如图14所示;剪断电机螺栓放松铁丝,松开电机上部吊挂螺栓,拆下牵引电机,如图15所示,在电机外壳上标记动车组列数、转向架型号和位数。
.png)
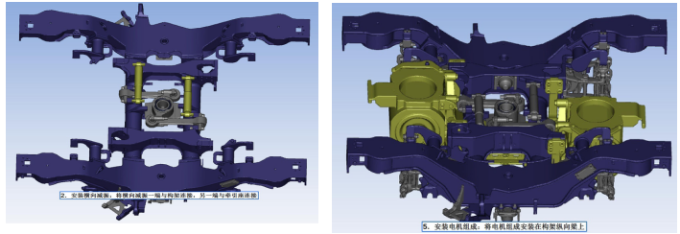
去除防松铁丝,拆下轮对提吊螺栓及垫圈,拆下轮对提吊,如图16所示;剪断并去除四个安装螺栓的防松铁丝,松开垂向减振器螺栓,拆下垂向减振器,如图17所示。
.png)
步骤8:分解二系悬挂装置
揭开空气弹簧防护堵,选择专用吊具将空气弹簧缓慢吊起,做工件原位标识,如图18所示;防护空气弹簧下进气口,防止构架清洗时高压水进入附加空气室,如图19所示。检查空气弹簧是否有鼓包,如有测量鼓包直径;检查是否有裂纹,如有测量裂纹的长度和深度。

步骤9:拆解齿轮箱及轴温传感器组件
折平轴温传感器及齿轮箱温度传感器止转垫片,拆卸螺栓,用防护塑料布包好轴温传感器组件和齿轮箱温度传感器,如图20所示;支起齿轮箱,拆卸齿轮箱防脱螺栓开口销,拆下齿轮箱防脱螺栓和螺母;打开齿轮箱吊杆处开口销,将齿轮箱吊杆和构架分离,拆解齿轮箱,如图21所示。
.png)
步骤10:拆解构架附属件
去除轴箱定位节点处防松铁丝,用专用轴箱节点工具,将节点芯轴与构架定位臂V型槽松动,将转向架落下,如图22所示;扶稳排障器后,折平止动垫片,松开下部四个螺栓,整体拆下排障器装置和垫圈,如图23所示。
.png)
步骤11:分解构架组件
将拆解完牵引电机的动车转向架进行防护,包括空气管路进气口、横向减振器托架螺丝孔、电机吊座螺丝孔、电缆插头、传感器插头、温度传感器安装孔等部位,如图24所示,测量、记录牵引中心销与横向缓冲器距离;将构架组成吊起,使构架组成和轮对轴箱组成分解。将拆下的构架组成吊运到构架清洗专用台位进行表面清洗,如图25所示。
.png)
步骤12:分解转向架轴箱
将吊环旋紧至轴箱弹簧上,用自立式起重机将轴箱弹簧组成吊运到运输小车上,如图26所示;检查轴箱组件及轴身是否有严重磕碰伤;检查踏面是否有剥离、擦伤、硌伤缺陷,如有,测量、记录其参数。测量轮对直径、轮对内侧距、轮缘高度、厚度,计算计算同一轮对、同一转向架轮径差;抬起轴箱体两端,沿轴向向外拖出轴箱体,如图27所示。
.png)
步骤 13: 转向架的组装
按照转向架拆卸检修的逆流程,完成转向架的组装,如图28所示。
.png)
步骤14:台架实验
对检修后的转向架进行台架实验,选择实验参数(转速需大于240km/小时),如图29所示。
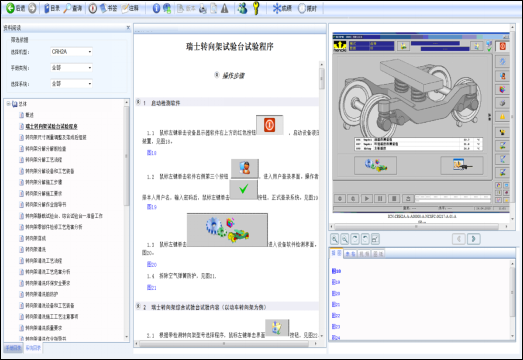
图29 转向架台架实验
系统自动记录上述检修过程,根据操作准确度、操作速度进行评判,给出成绩,高于90分为合格。